Наплавка под слоем флюса хорошо защищает расплавленный металл от вредного воздействия воздуха, по сравнению с ручной электродуговой сваркой облегчаются условия и повышается производительность труда . Кроме того, есть возможность улучшить качество наплавленного металла за счет легирования флюса.
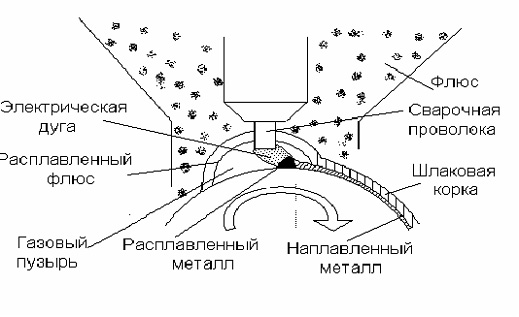
Рис. Наплавка под слоем флюса.
Электрическая дуга горит под слоем гранулированного флюса в газовом пузыре, избыточное давление в котором надежно предохраняет металл от отрицательных воздействий воздуха (давление в газовом пузыре чуть выше атмосферного , за счет этого образуется свод расплавленного флюса и воздух не попадает к сварочной ванне). Кроме того, флюсовая оболочка не дает разбрызгиваться металлу электрода и позволяет лучше использовать тепло.
Наплавка под слоем флюса очень производительна по двум причинам:
1. Сварочный ток (150-200 А/ мм2 на единицу площади проволоки ) из-за небольшого вылета электрода в 7-8 раз превышает значения тока при ручной электродуговой сварке .
2. Коэффициент наплавки в 1,5-2 раза выше чем при ручной электродуговой сварке, т. к. флюс и расплавленный шлак снижают потери тепла и металла на разбрызгивание и угар (не превышают 2% от массы расплавленной проволоки).
В качестве электрода используют голую сварочную проволоку диаметром от 1 до 6 мм . Подачу проволоки ( 100-300 м/час ) регулируют с помощью специального устройства.
По способу приготовления флюсы делятся на плавленые и неплавленые или керамические.
Плавленые флюсы получают сплавлением силикатов в печах и размельчением, они имеют стеклообразный вид. Эти флюсы сами не участвуют в формировании химического состава расплавленного металла, а только предохраняют его от воздуха. Наиболее распространен и дает хорошие результаты флюс АН-348А. Однако, при использовании обычной сварочной проволоки типа Св-08, Св-10 получается малоуглеродистый слой наплавленного металла, имеющий низкую прочность и износостойкость. Введением в этот флюс (1 % )графита или феррохрома можно получить износостойкий слой.
Неплавленые флюсы (АНК–18, АНК-40, ЖСН-5,…) это (аналогично обмазке электрода) механическая смесь легирующих, газо- и шлакообразующих, связывающих и раскисляющих компонентов, влияющих на протекание металлургического процесса.. Эти флюсы дают очень высокое качество наплавки, но они относительно дорогие.
При наплавке под слоем флюса чаще всего используют обратную полярность : через медный мундштук плюс от источника тока подводится к проволоке, а минус через станину и токосъемник — к детали. Для увеличения производительности наплавки применяется многоэлектродная наплавка или наплавка ленточным электродом. В первом случае подаются через специальный мундштук или двумя полуавтоматами две проволоки. Ленточным электродом можно наплавлять слой металла шириной до 100 мм.
Другие материалы к теме
Наплавка под слоем флюса
:
- Сварка под флюсом
- Как выбрать флюс и проволоку по основности и диаграммам активности
- Дуговая сварка под флюсом (под слоем флюса).
- Сварка и наплавка плазменная
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.