Сварка трением с перемешиванием
Темы: Сварка трением, Сварочное оборудование, Сварка алюминия, Схема сварочного ..., Технология сварки, Сварные соединения.
Результаты непрерывного совершенствования технологии, оборудования и инструмента обеспечили воспроизводимость качества и высокие механические характеристики соединений, полученных сваркой трением с перемешиванием (СТП) — главные условия промышленного применения процесса. В большинстве публикаций [1—9 и др.] авторы отмечают преимущества сварки трением с перемешиванием по сравнению с другими процессами сварки по показателям статической и усталостной прочности соединения, коррозионной стойкости, уровню сварочной деформации, трудоемкости, энергоемкости, экологической безопасности.
Прочность соединений, которые обеспечивает сварка трением с перемешиванием.
Сравнительные исследования свойств соединений сваркой трением с перемешиванием высокопрочных алюминиевых термически не упрочняемых и термически упрочняемых сплавов, например, сплавов 5083 (группы Al—Mg) и 6082 (группы Al—Si—Mg), показали, что по пределу прочности соединение сплава 5083 близко к основному материалу (коэффициент прочности σв соед / σ0,2 осн ≥ 0,9). Для соединения сплава 6082 коэффициент прочности снижается до ∼0,65 [2] вследствие разупрочнения ЗТВ, по которой при испытании идет разрушение. У сварных образцов сплава 5083 разрушение происходит в зоне ядра шва. Установлено [1, 9], что σв соед увеличивается при увеличении скорости сварки и частоты вращения инструмента до определенного значения. При дальнейшем увеличении этих параметров σв соединения сплава 5083 снижается (табл. 1), как и сплава 6082, если продолжать увеличивать скорость сварки.
Таблица 1.
| Параметр | Сплав 5083 | Сплав 6082 | |||||||
| Толщина пластин, мм | 15 | 10 | 10 | 6 | 6 | 10 | 10 | 5 | 5 |
| Скорость сварки, см/мин | 4,6 | 6,6 | 9,2 | 3,2 | 13,2 | 26,64 | 37,4 | 53 | 75 |
| σв, МПа | 318 | 344 | 331 | 312 | 303 | 226 | 236 | 254 | 254 |

Рис. 1. Механические свойства соединений, полученных фрикционной сваркой (приведены минимальные значения, испытывали 5 образцов толщиной 4,0 мм)
Уровень усталостной прочности соединений после сварки трением с перемешиванием термически не упрочняемого сплава 5083 также выше при меньшей дисперсии значений, чем термически упрочняемого сплава 6082 [9, 10].
Большое количество данных по усталостным характеристикам соединений сваркой трением с перемешиванием в обобщенном виде введено в Европейские рекомендации по проектированию конструкций из алюминиевых сплавов, работающих в условиях усталости (ECCS 68.1992), а также в британский стандарт BS 8118, ч. 1 "Использование алюминия в конструкциях".
Опубликованные результаты исследований процесса сварки трением с перемешиванием и свойств соединений алюминиевых сплавов разных групп легирования подтверждают необходимость разработки для каждого из сплавов параметров режима сварки, соответствующих его термомеханическим характеристикам. С этим, по-видимому, связано появление большого количества публикаций о технологии и свойствах соединений сваркой трением с перемешиванием алюминиевых сплавов разных марок: 2024 [11, 12], 2095 [13], 2195 [14], 2524 [15], 7010 [16], 7050 [17], 7075 [11, 18—20], а также АМг6 с 1201 [21, 22] и Д19 с 1420 [23] и других сплавов.
Результаты испытания соединений сплавов 2014, 7075 [19] и 1201, АМг6 [22] на общую коррозию, межкристаллитную коррозию и коррозию под напряжением в агрессивной среде, в том числе в контакте с компонентами топлива, показывают значительное преимущество сварки трением с перемешиванием перед сваркой плавлением. Также сообщается о высоких показателях механических свойств соединений алюминиевых сплавов 5083 [24], 1201 и АМг6 [22] при криогенной и повышенной температурах (рис. 1), что обеспечило возможность использования соединений сваркой трением с перемешиванием в конструкции топливных емкостей и баков изделий авиакосмоса.
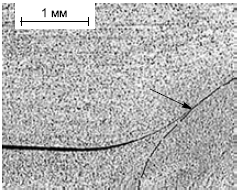
Рис. 2. Линия пересечения контактных поверхностей соединяемых деталей с границей шва (отмечена стрелкой)
В последние годы увеличилось число публикаций о результатах разработок и исследований процесса сварки трением с перемешиванием разных типов соединений — нахлесточных [25—28], угловых [29], тавровых [30, 31]. Однако в этих работах при сварке трением с перемешиванием тавровых и угловых соединений не обеспечено формирование галтелей с плавным сопряжением поверхностей элементов профиля. Такое соединение имеет небольшой ресурс при циклических нагрузках и благоприятные условия для развития коррозии.
Большое внимание авторы уделяют исследованию особенностей процесса сварки нахлесточных соединений, что связано с востребованностью их для многих изделий. Работоспособность данного соединения авторы ра боты [25] предложили оценивать по критерию EST (эффективной толщине листа, определяемой расстоянием от наружной поверхности шва до линии пересечения контактных поверхностей соединяемых листов с границей шва) (рис. 2). Чем меньше изгиб контактных поверхностей вблизи шва, тем больше EST и прочность соединения. В работе [25] получен коэффициент прочности, равный 0,86 для нахлесточного соединения, полученного сваркой трением с перемешиванием сплавов 2024 (верхний лист толщиной 3 мм) и 7075 (нижний лист).
Заметно возросло число публикаций по исследованию процесса сварки трением с перемешиванием материалов с более высокой, чем у алюминиевых сплавов, температурой перехода в пластическое состояние, например, сплавов магния AZ31 [32] и AZ91 [33], меди и медных сплавов [34, 35], титановых сплавов [36—38] и сталей [39—42]. В этих и других работах отмечается, что до практической реализации процесса сварки трением с перемешиванием в производстве ответственных титановых и стальных конструкций должны быть проведены дополнительные исследования и разработки по совершенствованию инструмента, оборудования и технологического процесса с целью получения устойчивых результатов по формированию соединения и его рабочим характеристикам.
Сложные сварные конструкции могут содержать соединения разноименных и разнородных материалов. Судя по публикациям, процесс сварки трением с перемешиванием разноименных алюминиевых сплавов широко исследовался [4, 8, 22, 23, 43—46]. Отработаны технологии и получены рабочие характеристики соединений алюминиевых сплавов разных групп легирования в разноименном сочетании, превосходящие аналогичные при сварке плавлением и вполне приемлемые для практического использования в конструкциях изделий ответственного назначения.
В значительно меньшей степени готов к промышленному применению процесс сварки трением с перемешиванием разнородных материалов (с большим различием термомеханических характеристик). Имеются сведения об исследованиях процесса сварки трением с перемешиванием соединений разнородных материалов, например, в сочетаниях алюминиевый сплав с магниевым сплавом [47], медным сплавом [48] и сталью [49—52]. Получены некоторые представления об особенностях процесса, сформулированы требования к ориентации инструмента относительно линии стыка, определена область оптимальных скоростей вращения инструмента и другие параметры, например при сварке трением с перемешиванием алюминиевого сплава 5083 с низкоуглеродистой сталью S400 [52]. Прочность соединения при этом составила 0,86 прочности основного материала (алюминиевого сплава).
Применение сварки трением с перемешиванием разнородных материалов в промышленном производстве изделий ответственного назначения, по мнению авторов публикаций, будет возможным после проведения дополнительных исследований и разработок.
В последние пять лет основными видами неразрушающего контроля соединений, полученных сваркой трением с перемешиванием, остаются визуальный (оптический) контроль и УЗК [53], в том числе автоматический (аппаратура УЗК встраивается в установку). Следует отметить попытку использовать в качестве неразрушающего метода контроля акустическую эмиссию [54]. Этим методом можно получать полезную информацию о дефектах в шве, поскольку дефекты разных типов дают разные сигналы, которые по-разному отражаются на частотных диаграммах.
Таким образом, из анализа публикаций следует, что к промышленному применению можно считать практически подготовленным процесс сварки трением с перемешиванием алюминиевых сплавов в одноименном и разноименном сочетаниях.
Оборудование для сварки трением с перемешиванием
Передовой производитель сварочного оборудования — концерн ESAB — включил в свою производственную программу установки для сварки трением с перемешиванием [55]. Программа Suрer Stir™ содержит несколько установок, разработанных на базе стандартной установки, на которой можно сваривать изделия размером от 0,5 х 1,5 до 10 х 20 м. Разные модели этих установок имеют консольную или портальную конструкцию. Установки полностью автоматизированные, с одинаковым принципом действия, смонтированы на мощной раме, рассчитанной на большие нагрузки. Сварочные головки перемещаются по сверхпрочной станине от системы реечного привода. Концерн ESAB совместно с исследовательским центром разработал серию установок, которые применяются в космической, авиастроительной, судостроительной, автомобилестроительной, энергетической и других отраслях промышленности.
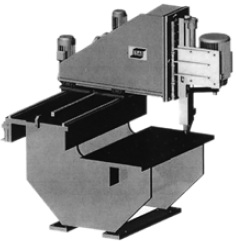
Pис. 3. Модульная установка LEGIO™—"FSW 3 UT"
В настоящее время фирма ESAB предлагает новую серию установок LEGIO™ для ротационной сварки (РСТ) (рис. 3) [55, 56], позволяющих сократить затраты на приобретение и время на производственное освоение. Установки LEGIO™ представляют стандартизированную модульную систему, способную решать технологические задачи сварки изделий в большом диапазоне толщин (табл. 2). Такая установка (см. табл. 2, тип 3) действует, например, на верфи Estaleiros Navais do Mondego S. A. в Португалии. Установка размещена в цехе вблизи линии общей сборки корпуса корабля. На ней методом сварки трением с перемешиванием изготовляют крупногабаритные панели с высокой точностью.
| Тип установки РСТ |
Усилие прижатия, кН |
Мощность шпинделя, кВт | Толщина свариваемых материалов, мм | |||
| 6000 | 5000 | 2000 и 7000 | Медь (без кислорода) | |||
| 1 | 6 | 3 | 3 | 2 | 1,5 | 0,8 |
| 2 | 12,5 | 5,5 | 5 | 3,5 | 2,5 | 1,5 |
| 3 | 25 | 11 | 10 | 7 | 5 | 3 |
| 4 | 60 | 18 | 18 | 10 | 9 | 7 |
| 5 | 100 | 22 | 35 | 20 | 18 | 12 |
| 6 | 150 | 45 | 60 | 40 | 35 | 25 |
| 7 | 200 | 90 | 100 | 75 | 70 | 40 |
Серия установок LEGIO™ состоит из пяти базовых моделей-компоновок: S, ST, U, UT — с одной сварочной головкой и ST — с двумя головками (для сварки полых панелей); S и ST — для сварки прямолинейных швов (по двум координатным осям), U, UT — по трем координатным осям. Установки поставляются двух видов: напольная с вертикальной стойкой для сварки кольцевых швов и с низко расположенными шпиндельными головками для двусторонней сварки.
На ранней стадии освоения процесса сварки трением с перемешиванием (в 90-х гг.) практически только фирма ESAB производила специализированные установки для этого процесса и поставляла их по всему миру. Установки были поставлены и введены в действие на фирме SAРA (Швеция, Финляндия) для сварки из прессовок крупногабаритных полых панелей размером 14,5 х 3 м для судостроения (корпуса судов, морские платформы, высокоскоростные паромы, палубные надстройки судов и т. п.) [10, 57]. Одна из первых установок была поставлена на фирму Marine Aluminium (Норвегия), на которой панели из прессованных профилей укрупняют сваркой трением с перемешиванием до размера 14,6 х 6 м для судостроения и железнодорожного подвижного состава [58]. Ежегодно фирма SAРA прессует на 22 прессах и укрупняет сваркой трением с перемешиванием на установке Suрer Stir™ около 180 000 т панелей размером 14,5 х 3,0 м, тогда как на самом мощном прессе Р-5 можно получить панель шириной 400 мм [59]. Фирма BOEING приобрела установки для сварки трением с перемешиванием продольных (длиной до 15,3 м) и кольцевых (диаметром до 6 м) швов топливных баков ракет серии "Delta" [53] на четырех производственных предприятиях в разных штатах США.
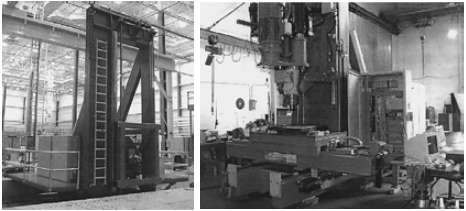
Рис. 4. Установки для сварки трением с перемешиванием фирмы NOVA-TECH Engineering: а — горизонтальная; б — вертикальная
В настоящее время большое число фирм в разных странах производят оборудование для сварки трением с перемешиванием. Британский институт сварки (TWI) разработал серию машин типа FW для сварки трением с перемешиванием деталей размером до 3,4 х 4 м и толщиной до 15 мм (односторонняя сварка) и до 50 мм (двусторонняя). В Галифаксе (Великобритания) компания Crawford Swif изготовила для компании BAE System в Филтоне трехкоординатную установку Рower Stir™-360, рассчитанную на усилие 100 кН. Эта установка предназначалась для сварки трением с перемешиванием экспериментальных конструкций крыльев и обшивки фюзеляжа больших самолетов, в частности AIRBUS A3xxx и других самолетов [10].
Американская фирма NOVATECH Engineering производит промышленные и экспериментальные установки типа H10K (горизонтальные) и C10K (вертикальные) (рис. 4) для сварки трением с перемешиванием кольцевых и продольных соединений емкостей. Установки рассчитаны на усилие до 45 кН по оси шпинделя и до 22 кН по нормали к оси шпинделя. Имеется система компьютерного цифрового контроля по CNC-программе усилий для регулирования положения инструмента относительно поверхности деталей с регистрацией данных.

Pис. 5. Установка для сварки трением с перемешиванием FSWJ2XBJ020 (КНP)
MTS System Co (США) в сотрудничестве с другими компаниями получила несколько патентов по конструкции сварочной головки и инструментов, а также разработала систему ISTIR™ РDS Ir. управления положением инструмента относительно поверхности стыка, применение которой обеспечило возможность соединения элементов двойной кривизны.
В последние годы в КНР также расширяется разработка и применение сварки трением с перемешиванием [60]. Создан специализированный Центр сварки трением с перемешиванием, в котором в течение двух лет изготовлены и поставлены заказчикам 16 установок разных типов:
— установка консольного типа FSW J2XBJ020 (рис. 5) для двухкоординатной сварки цилиндров (диаметром 2000 мм) из алюминиевых сплавов с толщиной стенки до 20 мм продольными (до 1700 мм) и кольцевыми швами. Перемещения по осям X и Z составляют 1700 и 300 мм соответственно;
— установка C-типа FSWJ4CXJ006 для трехкоординатной сварки малых цилиндров из сплавов алюминия с толщиной стенки до 6 мм кольцевыми швами и панелей продольными швами длиной до 400 мм. Перемещение по осям X, Y и Z — 400, 260 и 150 мм соответственно;
— установка портальная типа FSWJ3LMJ012 для сварки продольными швами профилей и панелей толщиной до 12 мм из алюминиевых сплавов. Перемещение по осям X, Y и Z — 1700, 1000 и 300 мм соответственно.
Можно было бы продолжить перечень фирм, изготовляющих оборудование для сварки трением с перемешиванием. Большое число фирм, изготовляющих оборудование для этого процесса, создали материально-техническую основу для расширения области его применения в разных отраслях промышленности.
Сварка трением с перемешиванием : промышленное применение
Первым изделием, в производстве которого использовали сварки трением с перемешиванием, были сотовые панели холодильной установки для быстрого замораживания рыбы на рыболовецких судах [61, 62]. Для большей эффективности производственной линии непосредственно в нее встроены пресс мощностью 65 МН и оборудование для сварки трением с перемешиванием. Сварка производится одновременно с двух сторон. Холодильная установка содержит 17 панелей длиной 16 м и толщиной 30 мм. Процесс наблюдается дистанционно посредством видеокамер и параметры его контролируются автоматически системой мониторинга.

Pис. 6. Баки pакеты, сваpенные сваркой трением с перемешиванием.
Фирма BOEING (США) также находится среди первых компаний, реализующих преимущества процесса сварки трением с перемешиванием. Фирма уже несколько лет использует сварку трением с перемешиванием для изготовления ракет серии Delta [53]. Переход с аргонодуговой сварки на сварку трением с перемешиванием при изготовлении топливных баков ракет (рис. 6) позволил снизить почти в 2 раза стоимость сварки [63] и улучшил качество швов. За первые четыре года было выполнено свыше 2,5 км бездефектных швов при сварке трением с перемешиванием панелей из алюминиевого сплава 2014. В настоящее время фирма BOEING производит с применением сварки трением с перемешиванием топливные баки ракеты Delta IV диаметром более 5 м.
Фирма BOEING использует процесс сварки трением с перемешиванием при изготовлении самолетных конструкций. Криволинейные соединения створок шасси самолета из сплава 7075 сваривают сваркой трением с перемешиванием внахлестку [30]. При этом применяется запатенто ванный силовой привод с адаптивной системой регулирования глубины погружения инструмента по действующему на него усилию.

Рис. 7. Схема сварки трением с перемешиванием коробки руля обтекателя (а) и контур шва в поперечном сечении таврового соединения (б)
Применяют сварку трением с перемешиванием также при изготовлении сварной конструкции обтекателя истребителя, успешно прошедшего летные испытания. К T-образным ребрам жесткости из сплава 7050 приваривают сваркой трением с перемешиванием обшивку из сплава 7075 толщиной 1,8 мм. Ребро жесткости воспринимает усилие с опорного бурта инструмента и обеспечивает устойчивость конструкции руля (рис. 7, а). Авторы отмечают недостаточно высокую усталостную прочность такого таврового соединения. Разрушение соединения при испытании идет по надрезам между жесткостью и обшивкой (рис. 7, б), по месту 1 — у 75 % и по месту 2 — у 25 % образцов (см. рис. 7).

Рис. 8. Перегрузочный поддон грузового отсека самолета (слева), секции поддона и поперечное сечение соединения секций поддона (справа)
Компания BOEING развивает свои проекты и для Вооруженных Сил США. Одна из задач — обеспечение воздушной перевозки тяжелых грузов и быстрой их перегрузки. Для этого разработана конструкция поддона (рис. 8, а) грузового отсека самолета C17 Globemaster III. Поддон может перемещаться вместе с закрепленным на нем грузом из грузового отсека на армейскую платформу CROР’s [31]. На рис. 8, б приведены секции поддона и поперечное сечение соединения секций поддона после испытания в распыленном солевом растворе в течение шести недель.

Рис. 9. Боковой топливный бак шаттла.
Компания Lockheed-Martin Laboratories в Балтиморе (США) и Reynolds Aluminium по поручению NASA заменили в конструкции внешнего бака шаттла [64] сплав Al 2219 на разработанный ими алюминиево-литиевый сплав 2195. При решении проблем свариваемости сплава и качества соединения также используется процесс сварки трением с перемешиванием. В настоящее время топливные баки (рис. 9) изготовляют фирма Lockheed-Martin Sрace Comрany в Новом Орлеане.
Рис. 10. Элементы крыла (а) и панели фюзеляжа (б) самолета AIRBUS 380, соединяемые СТП (Европейский проект TANGO — технологии и применение в авиастроении)

Авиационная компания Airbus GmbH (DA) и аэрокосмическое агентство (Daimler/Chrysler AG) проявили интерес к процессу сварки трением с перемешиванием [65] благодаря преимуществу в таких показателях, как масса конструкции, прочность соединения, особенно усталостная, и стоимость. Рассматривался вопрос о применении сварки трением с перемешиванием для выполнения соединений в конструкции планера, включая фюзеляж, пассажирские кабины, вертикальные стабилизаторы, крылья, и окончательной сборки узкофюзеляжных самолетов. Для конструкции самолетов серии A3xxx Airbus [66] разрабатываются процессы сварки трением с перемешиванием главным образом продольных стыковых швов фюзеляжа, крыльев, центрального кессона крыла (рис. 10). Компания Airbus рассчитывает на эффект от использования сварки трением с перемешиванием в конструкции крыльев из алюминиевых сплавов групп 2xxx и 7xxx при изготовлении самолетов A318, A380 [67].
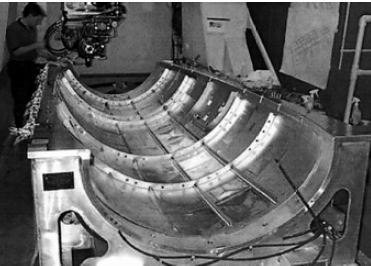
Рис. 11. Панель кабины самолета ECLIPSE 500 со стрингерами и шпангоутами, приваренными СТП к обшивке
Авиационная компания Ecliрce Aviation применяет сварку трением с перемешиванием в производстве пятиместного самолета бизнес-класса Ecliрse 500 [68, 69]. Концепция конструкции крыла самолета основывается на использовании сварки трением с перемешиванием при изготовлении жестких стрингерных панелей из алюминиевых сплавов групп 2xxx (обшивка) и 7xxx (стрингеры) в одноименном и разноименном сочетаниях (рис. 11). Очень важна возможность проведения ремонта повторной сваркой трением с перемешиванием. Для реализации процесса сварки трением с перемешиванием компания Ecliрse Aviation построила специальный производственный центр, обеспечивающий изготовление 1500 самолетов в год.
Следует также отметить разработку "Боинга" совместно с компанией Lockheed-Martin по изготовлению с использованием сварки трением с перемешиванием конструкции полов самолета C130 из сплавов алюминия групп 2xxx и 7xxx [70].
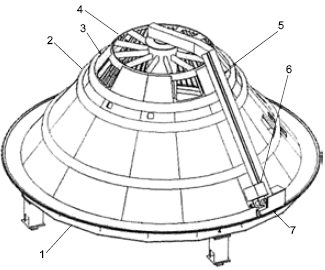
Рис. 12. Схема кондуктора для сборки под СТП носовой части корпуса двигателя "Ariane 5": 1 — нижняя опора; 2 — кольцевые рамы; 3 — соединяемые панели; 4 — верхняя опора; 5 — опорная балка для СТП; 6, 7 — тележки для осевого и радиального перемещения при СТП
Компания Fokker Sрace сообщает [71] о разработке корпуса двигателя главной криогенной ступени пусковой установки "Ариан 5", носовая часть которого состоит из 12 интегральных плоских панелей из алюминиевого сплава 7075 с элементами жесткости. Конструкция модернизирована под нахлесточное соединение панелей сваркой трением с перемешиванием (вместо болтового соединения) в специально разработанном кондукторе (рис. 12). Исследования и испытания соединений сваркой трением с перемешиванием показали их значительное преимущество перед болтовыми и заклепочными соединениями: повышаются прочность и жесткость конструкции, снижаются масса двигателя и стоимость его изготовления.
Одна из основных областей применения технологии сварки трением с перемешиванием — судостроение, где широко используются сварные панели [10], отличающиеся хорошей плоскостностью (рис. 13, а), размером 1250 Ѕ 5000 мм из алюминиевого сплава 5083, стойкого против коррозии в морской воде [73], а также сотовые панели (рис. 13, б) с высоким шумопоглощающим эффектом для стен корабельной каюты и железнодорожных вагонов. Сообщается о других морских объектах возможного применения сварки трением с перемешиванием: катера-катамараны, нефтедобывающие платформы, рефрижераторы, посадочные платформы для вертолетов, мачты и боны, например парусных яхт, и др. Морское ведомство (Регистр Ллойда) разработало руководящее указание, где определило сферу новых разработок, на основании которых должен быть создан стандарт на технологию сварки трением с перемешиванием[59].
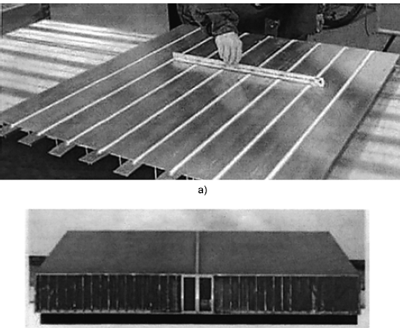
Рис. 13. Плоская сварная панель, выполненная сваркой трением с перемешиванием для судостроения (сверху), и сотовая (снизу) — для вагоностроения
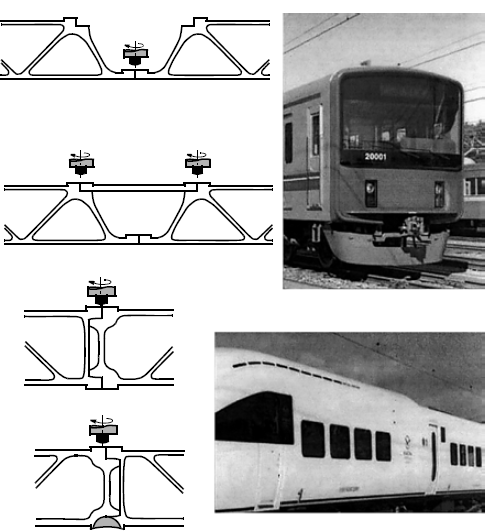
Успешно применяется сварка трением с перемешиванием в производстве подвижного состава железнодорожного транспорта [10, 72]. Современные вагоны в последнее время все чаще выполняют из алюминиевых экструдированных профилей и интегрированных жестких панелей. Большого успеха в освоении сварки трением с перемешиванием алюминиевых конструкций подвижного состава железных дорог достигло вагоностроение в Японии. Широко применяют крупногабаритные полые панели преимущественно из сплава 6N01 (0,7 Mg; 0,6 Si; 0,1 Cu) в связи с его хорошей способностью к прессованию и малой чувствительности к закалке и из сплава 5083 ввиду его высокой прочности. Оребренные панели размером 1300 Ѕ 5000 мм, выполненные сваркой трением с перемешиванием, используются для пола суперэкспресса Shinkansen. Большие (1800 Ѕ 3000 мм) криволинейные с радиусом кривизны 2600 мм сотовые панели, сваренные сваркой трением с перемешиванием с лицевой и противоположной сторон, используются для стен вагона (рис. 14). В работе [72] отмечается, что при пробеге скоростного экспресса TEC 700 Shinkansen 450 тыс. км со скоростью до 285 км/ч разрушения не возникали, снизились вибрация (см. Защита от вибрации) и шум.
Рис. 14. Стыки полых панелей вагонов двух серий (HITACHI)
Следует отметить совместную разработку Университета в Аделаиде (Австралия) и TWI [74] модульной конструкции переносной машины с гидравлической системой автоматического управления условиями контакта инструмента со стыком. С помощью этой машины два оператора без использования крана выполняют сваркой трением с перемешиванием криволинейного шва в условиях монтажа поперечных швов носовой части круизного судна (Патент WO98/38084 (Австpия)). После сварки панели с толщиной листа 5 мм из алюминиевого сплава 5083 подвергают формовке взрывом.
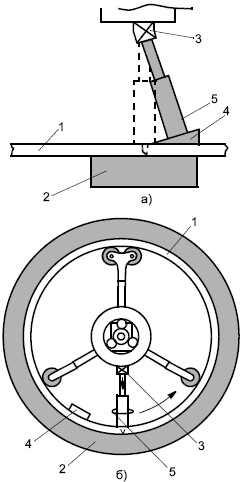
Рис. 15. Схема сварки трением с перемешиванием кольцевого соединения трубы: а, б — вид сбоку и вдоль оси трубы; 1 — труба; 2 — опорное кольцо; 3 — шарнирное соединение; 4 — неостающаяся клиновидная пластина для окончания сварки без кратера; 5 — сварочная головка
Преимущества сварки трением с перемешиванием оценены многими автомобильными компаниями, в частности, при производстве пространственных рам кузовов [10], деталей шасси, топливных баков, корпусов автобусов и других транспортных средств. В Норвегии предложена технология соединения сваркой трением с перемешиванием двух частей автомобильного колеса (Патент РСТ/No96/00254), освоенная фирмой Hydro Aluminium. Это позволило разработать концепцию интегральной конструкции колеса с литой центральной частью, соединенной сваркой трением с перемешиванием с деформированным ободом колеса [75]. В работе [76] сообщается о хорошем результате, полученном при сварке трением с перемешиванием пространственных деталей из литейного магния для автомобильной промышленности с помощью трехкоординатного робота 805, обеспечивающего высокую точность позиционирования при допустимой нагрузке 45 кН.
Твердофазный процесс сварки трением с перемешиванием позволяет производить сварку в любом пространственном положении, что обеспечивает возможность соединения этим методом кольцевых стыков неповоротных труб и других цилиндрических деталей. TWI сообщает о разработках технологии сварки трением с перемешиванием цилиндрических емкостей (EP 0615480 B1 (Великобpитания)) и подобных трубных компонентов [77, 78]. Рис. 15 иллюстрирует предложенную концепцию орбитальной сварки кольцевого стыка неповоротных цилиндров с внутренней стороны одной или несколькими сварочными головками. Технология орбитальной сварки трением с перемешиванием разработана, например, для соединения алюминиевых труб при монтаже газопровода [80].
Шведской фирмой Nuclear Fuel and Waste Management Co (SKB) на установке ESAB AB в 2004—2005 гг. были изготовлены с применением сварки трением с перемешиванием надежно герметизированные медные контейнеры с толщиной стенки 50 мм [34, 79]. Контейнеры предназначались для захоронения отработанных радиоактивных отходов в шахтах на глубине 500 м. Срок хранения —100 000 лет. Метод контроля качества швов, разработанные лабораторией SKB совместно с Университетом (Упсала, Швеция) включают цифровую рентгенографию, УЗК и индукционный метод.
Сварка трением с перемешиванием применяется также в строительстве для изготовления жестких крупных панелей стен, фасадов и других компонентов сооружений. В работах [80, 81] отмечается особенно высокая технико-экономическая эффективность использования процесса сварки трением с перемешиванием в мостостроении. В 90-х гг. в Швеции была разработана концепция промышленного производства фрагментов моста из высокопрочных алюминиевых сплавов с последующей их доставкой к месту возведения моста и сборкой на месте [80]. Реализация этой технологии стала возможной с появлением сварки трением с перемешиванием, которая обеспечила требуемое качество соединений прессовок из высокопрочных алюминиевых сплавов в отличие от сварки плавлением. Масса мостового полотна по новой технологии в 10 раз меньше, время возведения (сборки) моста также на порядок меньше, сварная конструкция из сплава 6005 практически не корродирует. За последние 10—15 лет в Скандинавии возведены около 100 таких мостов (в основном в Швеции). Перечисленными объектами промышленное применение процесса сварки трением с перемешиванием не ограничивается, отмечены лишь наиболее крупные из них.
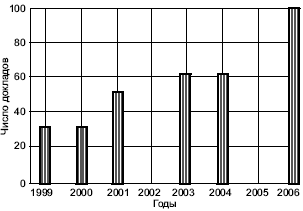
Рис. 16. Динамика роста числа сообщений на международных симпозиумах по сварке трением с перемешиванием с 1999 по 2006 гг
Несмотря на хорошие результаты многочисленных исследований и разработок, для применения сварки трением с перемешиванием ответственных конструкций соответствующие департаменты (например, в аэрокосмической отрасли — NASA) требуют разработки стандартов и спецификаций. В настоящее время Международная организация по стандартизации (ISO) разрабатывает совместно с институтами стандарт ISO/AWI — 25239 по сварке трением с перемешиванием алюминия и алюминиевых сплавов (основные требования) [81]. Стандарт включает пять частей: общие положения; содержание; проектирование сварных соединений; квалификация операторов по сварке; техническое описание и ограничения в процедуре сварки; качество и требования по контролю.
Таким образом, разработка и применение процесса сварки трением с перемешиванием в последние пять-шесть лет быстро развивались практически во всех промышленно развитых странах. Об этом можно судить по увеличению числа сообщений на международных симпозиумах о результатах исследований, разработок и производственного внедрения процесса сварки трением с перемешиванием (рис. 16).
Следует отметить, что уже в 2000 г. на конференции в Вашингтоне (США) по вопросам сварки трением с перемешиванием докладывали около 50 специалистов из 12 штатов США, большинство из которых были представителями промышленных компаний. Такое интенсивное развитие технологии сварки трением с перемешиванием и ее промышленное применение, по-видимому, изменит в глобальной перспективе количественное соотношение методов сварки, используемых в промышленном производстве и строительстве.
Список литературы, использованной в статье
"Сварка трением с перемешиванием":
1. http://sdmines.sdsmt.edu/sdsmt
2. Microstructure and properties of friction stir welded aluminium / J. Karlsson, B. Karlsson, H. Larsson et al. // INALCO’98, 7th International Conference "Joints in aluminium". Cambridge (UK), 1998.
3. Enomoto M. FSW: research and industrial applications // Journal of light metal welding construction. 2002. Vol. 40. N 10. P. 59—63.
4. Tanaka S. et al. Joining dissimilar alloys between AA5083 and A6N01 by friction stir welding // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
5. Allehaux D. et al. Microstructure and properties of a friction stir welded 7349-T6 aluminium alloy // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
6. Mishina O. K., Norlin A. Lap joints produced by FSW on flat aluminium ENAW — 6082 profiles // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
7. Nagano Y. et al. Mechanical properties of aluminium die castings joined by FSW // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
8. Steuwer A. Influence of welding speed on the properties of AA5083-AA6082 dissimilar FSW’s // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
9. Larsson H., Karlsson L., Swensson L. Friction stir welding of AA5083 and AA6082 aluminium // Svetsaren. 2000. № 2. P. 6—10.
10. Nicholas E. D., Kalle, Stephan W. Friction Stir Welding — a decade on // IIW Asian Pacific International Congress. Sydney, 2000.
11. Properties of friction stir welded joints in the aluminium alloys 2024, 5083, 6082/6060 and 7075/ J. K. Kristensen, C. D. Donne, T. Ghidini T. et al.// 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
12. A study on material flow of AA2024-T351 and AA6056-T4 alloys / R. Zettler, S. Lomolino, J. F. Santos et al. // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
13. Atallah M. M., Salem H. G. Effect of FSW process parameters on the mechanical properties of the as-welded and post-weld heat treated AA2095 // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
14. Colligan K. et al. FSW of thick section 5083-H131 and 2195-T8P4 aluminium plates // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
15. Yan J., Sutton M. A., Reynolds A. P. Process—Structure—property relationship for nugget and HAZ region of AA2524-T351 FSW joints // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
16. Norman A. F. et al. The effect of welding condition on the microstructure and mechanical properties of the nugget zone in AA7010 alloy friction stir weld’s // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
17. Baumann J. A., Lederich R. J., Mishra R. Evolution of thick section friction stir welding of 7050 aluminium alloys // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
18. Marie F. et al. Development of friction stir welding of 7000 series extrusions for central wing box applications // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
19. Leonard R. Corrosion resistance of friction stir welds in aluminum alloys 2014A-T651 and 7075-T651 // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
20. Santos J. F. Robotic friction stir welding of 7075 alloy (late substitution — manuscript not on CD // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
21. Фрикционная сварка листовых конструкций из алюминиевых сплавов 1201 и АМг6 / М. М. Штрикман, В. А. Половцев, Г. В. Шилло и дp. // Сваpочное пpоизводство. 2004. № 4. С. 41—47.
22. Служебные хаpактеpистики соединений алюминиевых сплавов 1201 и АМг6, выполненных фpикционной сваpкой /В. А. Половцев, М. М. Штpикман, Г. В. Шилло и дp. // Технология машиностpоения. 2006. № 4. С. 30—34.
23. Особенности фоpмиpования соединения из pазноpодных алюминиевых сплавов Д19 и 1420 пpи фpикционной сваpке линейных швов / М. М. Штpикман, А. А. Филатов, А. А. Гельман, Л. Б. Беp // Сваpочное пpоизводство. 2005. № 1. С. 15—21.
24. Hayashi M. et al. Mechanical properties of friction stir welded 5083 aluminium alloy at cryogenic temperatures // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
25. Cederqvist L., Reynolds A. P. Factors affecting the properties of friction stir welded aluminium lap joints // Welding Journal. 2000. № 12. P. 281—287.
26. Matsumoto K. et al. Lap joints of aluminium alloys by FSW // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
27. Characterization of weld quality by different sensing techniques in friction stir welding of lap joints / D. Jandric, C. Chen, M. Valant, R. Kovacevic // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
28. Martin W. FS lap welding methods for manufacturing efficient large scale spaceflight pressure vessels // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
29. Colligan K., Ternan K., Pickens J. R. FSW of thick section corner joints in aluminium alloys// 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
30. Friction stir welding of airframe structures / R. Talwar, D. Bolser, R. Lederich, J. Baumann // 2nd International Symposium on FSW. Gothenburg (Sweden), 2000.
31. An innovative, low cost friction stir welded cargo handling solution for the C-17 Globemaster III for reducing manufacturing cost and logistics support / R. Talwar, R. Lederich, D. Bolser, A. Garsia // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
32. Park S. H., Sato Y. S., Kokawa H. Texture effects on tensile properties in friction stir weld of a magnesium alloy AZ31 // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
33. Volovitch P., Masse J.-E., Baudin T. Microstructure and mechanical properties of friction stir welded Mg alloy AZ91 // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
34. Cederqvist L. Welding on millennium // Svetsaren. 2005. № 2. P. 30—32.
35. Friction stir weldability of copper alloys // K. Savolainen, J. Mononen, T. Saukkonen et al // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
36. Russell M. J., Blignault C. Recent developments in FSW of Ti alloys // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
37. Bernath J. J. FSW of Ti—6Al—4V structural components // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
38. Loftus Z. FSW of 5 mm Ti—6Al—4V // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
39. Innovative technology applications in FSW of high softening temperature materials / C. D. Sorensen, T. W. Nelson, S. M. Packer, R. J. Steel // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
40. Park S. H. C., Sato Y. S., Kokawa H. Effect of microstructure on corrosion of friction stir welded 304 stainless steel // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
41. Okamoto K. et al. Metallurgical and mechanical properties of friction stir welded stainless steels // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
42. Johnson R., dos Santos J. F. Mechanical properties of friction stir welded S355 C—Mn steel plates // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
43. Nerman P., Andersson J. Fatigue strength of mixed Al joints performed with FSW // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
44. Shinbayanagi T., Maeda M. Characteristics of microstructure in dissimilar FSW joints of 5083/6061 Al alloys // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
45. Mercado U. A. et al. Fatigue and corrosion properties of friction stir welded dissimilar aluminium alloys // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
46. Gerard H., Ehrstrom J. C. Friction stir welding of dissimilar alloys for aircraft // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
47. Park S. H. C. et al. Dissimilar FSW of Al alloy 1050 and Mg alloy AZ31 // JWC-Korea, 2002.
48. Savolainen K. FSW of dissimilar metal joints of Cu and Al // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
49. Yoshikawa K. A joining criterion for lap joining of dissimilar metal materials of aluminium and stainless steel by friction stir // 4th In ternational Symposium on Friction Stir Welding. Utah (USA), 2003.
50. Yasui T., Ishii T., Shimoda Y. Friction stir welding between aluminium and steel with high welding speed // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
51. Soundararajan V., Kovacevic R. FSW of steel to Al alloys // 6th International Symposium on Friction Stir Welding. Montreal (Canada), 2006.
52. Kimapong K., Watanabe T. Friction stir welding of aluminium alloy to steel // Welding Journal. 2004. N 10. P. 277—282.
53. Johnsen M. R. Friction Stir welding takes off at Boeing // Welding Journal. 1999. N 2. P. 35—39.
54. Chen C., Kovacevic R., Jandric D. Acoustic emission in monitoring quality of weld in friction stir welding // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
55. www.esab.com — Каталог пpодукции ESAB: "Автоматическая сваpка".
56. Lahti K. et al. Rotation friction welding — the possibilities in shipbuilding // Svetsaren. 2003. № 1. P. 6—8.
57. Benson P. G., Backlund J. T. Possibilities with aluminium extrusions joined by friction stir welding // 4th International Forum on aluminium ships. New Orleans, 2000.
58. Weman K. Equipment for aluminium welding // Svetsaren. 2000. № 2. P. 11—13.
59. Backlund J., Norlin A., Andersson A. Friction stir welding opens up a new field: wide and thin aluminium panels // United aluminium world at 4th World Congress "Aluminium 2000". 2000.
60. www.cfswt.com
61. Andersson A., Norlin A., Backlund J. IBEC’97, Adventure Technology and Process. Stuttgart (Germany), 1997. 105 p.
62. Midling O. et al. Friction stir welding aluminium — process and applications // 7th INALCO Conference Cambridge, 1998.
63. Rowe C. E. D., Thomas W. Advances in tooling materials for FSW // www.innovaltec. com/iom3_dt/rowe_ matcong.pdf
64. Hartley P. Friction plug weld, repair of Space Shuttle external tank // Welding and metal fabrication. 2000. N 9.
65. Lohwasser D. Application of friction stir welding for aircraft industry // 2nd International Symposium on Friction Stir Welding, Gothenburg (Sweden), 2000.
66. Lohwasser D. Welding of airframes by friction stir // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
67. Sherherd G. The evaluation of friction stir welded joints on airbus aircraft wing structure // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
68. Friction stir welding system development for thin gauge aerospace structures / B. Christner, M. Hansen, M. Skinner, G. Sylva // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
69. Christner B., McCoury J., Higgins S. Development and testing of friction stir welding as a joining method for primary aircraft structure // 4th International Symposium on Friction Stir Welding. Utah (USA), 2003.
70. Froes F. H. Fourth international symposium on FSW (review) // Light metal Age. 2003. N 10. P. 38—40.
71. Applying friction stir welding to the Ariane 5 main motor thrust frame / M. J. Brooker, A. J. M. van Deudekom, S. W. Kallee, P. D. Sketchley // 2nd International Symposium on Friction Stir Weldings, Gothenburg (Sweden), 2000.
72. Midling O. T., Kvale J. S., Oma S. Application of prefabricated friction stir welded panels in catamaran building // 4th International Forum on aluminium ships. New Orleans, 2000.
73. Kumagai M., Tanaka S. Properties of aluminium wide panels by friction stir welding // 1st International Symposium on Friction Stir Welding. California (USA), 1999.
74. Henderson J. Exploiting friction stir welding in explosively — formed aluminium boat hull construction // IIW. Asian Pacific International Congress. Sydney, 2000. P. 536-1—536-7.
75. Midling O. T. Friction stir welding — a valuable processing routed // Conference "Aluminium’97". Essen (Germany), 1997.
76. Von Strombeck A., Schilling C., dos Santos J. F. Robotic friction stir welding: tool technology and applications // 2nd International Symposium on Friction Stir Welding, Gothenburg (Sweden), 2000.
77. Thomas W. M., Dolbi R. E. Ffriction stir welding developments // 6th International conference on Trends in welding research. Georgia (USA), 2002.
78. Gerhard Engelhard et al. Orbital friction stir welding of aluminium pipes // 3rd International Symposium on Friction Stir Welding. Kobe (Japan), 2001.
79. Cederqvist L. FSW to seal 50 mm thick copper canisters — a weld that lasts for 100000 years // 5th International Symposium on Friction Stir Welding. Metz (France), 2004.
80. Kluken A., Ranes M. Aluminium bridge constructions — welding technology and fatigue properties // Svetsaren. 1995. № 3. P. 13—15.
81. www.iso.ch/iso/en
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.