Технология: | Сварка конкретных материалов и изделий | Сварка алюминия и его сплавов:
Дуговая сварка алюминия
с управляемой импульсной подачей электродной проволоки (механизированная)
Темы : Сварка алюминия, Сварка MIG / MAG, Сварка в защитных газах, Сварные соединения.
Проблемы сварки алюминия и его сплавов по-прежнему актуальны. Часть из них, где не требуется высокая производительность и диапазон толщин металлов невелик, решается при применении аргонодуговой сварки неплавящимся электродом и в ряде случаев покрытыми электродами.
Другие материалы по темам "
Дуговая сварка алюминия
, механизированная сварка алюминия":
Когда же необходима высокопроизводительная сварка металла широкого диапазона толщин в различных пространственных положениях, применяют дуговую механизированную сварку в аргоне. В этом случае одной из основных является задача управления массопереносом электродного металла, от которого зависят устойчивость дугового процесса, потери электродного металла, формирование и свойства сварного соединения, возможность сварки металлов широкого диапазона толщин в положениях, отличных от горизонтального.
При этом наиболее рациональным с технической и технологической точек зрения является импульсно- дуговая сварка алюминия с применением специальных импульсных источников питания, дополнительных генераторов к сварочным выпрямителям или, в последнее время, специальных транзисторных приставок, формирующих импульсы с определенными параметрами. Отмечается положительное влияние на форму и свойства сварного соединения из сплавов алюминия процессов сварки с периодическими изменениями параметров процесса, производимыми по определенным алгоритмам. Некоторые проблемы качественной сварки алюминия и его сплавов могут быть решены при применении комплексов дугового механизированного оборудования с синергетическим управлением переносом электродного металла.
Однако имеется достаточно широкий круг задач и технических решений, когда указанные способы сварки алюминия и его сплавов недостаточно эффективны или их реализация сопряжена с определенными техническими и экономическими трудностями.
Для случаев, когда применение импульсно-дуговой сварки сплавов алюминия вызывает затруднения, ставятся задачи полу чения соединений металла с широким диапазоном толщин при минимальных энергетических и материальных затратах с обеспечением определенных механических, а для проводников электрического тока — проводящих свойств. Наиболее рациональным и перспективным техническим решением является применение дуговой механизированной сварки с импульсной подачей электродной проволоки.
В ряде работ, посвященных анализу процессов сварки алюминия и его сплавов в аргоне с импульсной подачей электродной проволоки, отмечаются некоторые очевидные преимущества данного процесса. Широкое применение таких процессов, где не требуются источники сварочного тока с импульсным характером выходного напряжения, сдерживается из-за следующих причин. Прежде всего это отсутствие до недавнего времени надежной, воспроизводимой конструкции механизма подачи с возможностью (в обязательном порядке) управления параметрами импульсного движения электродной проволоки и правильно созданной системой подачи в целом. Кроме того, преодоление определенного стереотипа у технологов и сварщиков-полуавтоматчиков.
Цель данной работы — выявление некоторых дополнительных особенностей процесса дуговой механизированной сварки сплавов алюминия в аргоне с управляемой импульсной подачей электродной проволоки, в том числе металлов больших толщин, свариваемых в несколько проходов и применяемых как элементы шинопроводов в мощных электротехнических агрегатах — при энергогенерировании, производстве черных и цветных металлов, углеграфитовой продукции и др.
Прежде всего следует отметить, что механизированная дуговая сварка сплавов алюминия с импульсной подачей электродной проволоки во многих аспектах близка к импульсно-дуговой сварке. Это сходство просматривается в основном компоненте этих двух процессов — при правильно подобранных параметрах импульсов сварка производится с принудительным переносом электродного металла. Однако при сварке с импульсной подачей электродной проволоки необходимо лишь выбрать достаточные значения ускорения движения электродной проволоки в импульсе. В этом случае во всем диапазоне режимов сварки будет реализовываться импульсное управление переносом электродного металла. При импульсно-дуговом процессе каждому режиму должны соответствовать необходимые (требуемые) параметры импульсов от источника сварочного тока. Современные системы управления источников питания дуги, включая синергетические, легко осуществляют выбор параметров импульсов, но это уже другой уровень оборудования по сложности, цене и обслуживанию. Достаточно широко в настоящее время такое оборудование не может быть использовано. Оборудование с механизированной импульсной подачей электродной проволоки с управляемыми параметрами движения по сложности практически не отличается от обычных систем подачи. Кроме того, механические элементы передач (шестерни) современных конструкций импульсных механизмов подачи могут быть изготовлены из пластмасс. Такие механизмы могут заменить существующие в большинстве конструкций полуавтоматов, находящихся в эксплуатации в настоящее время. Источник сварочного тока остается тем же, т. е. можно задействовать практически источники сварочного тока всех типов, которые в настоящее время входят в комплекты полуавтоматов для сварки сталей в защитных газах стальной электродной проволокой.
Необходимо отметить, что на основании опыта разработки и внедрения дугового механизированного оборудования для сварки алюминия и его сплавов, а также имеющейся научно-технической информации можно систематизировать наиболее общие технологические требования при использовании различных систем и узлов в конструкции полуавтоматов:
— получение плотного шва с минимальным количеством пор, пустот и включений;
— широкий диапазон свариваемых толщин, включая минимальные, которые можно сваривать без технологических приспособлений;
— получение однородного состава металла шва;
— возможность сварки за несколько проходов без особых условий подготовки каждого предыдущего слоя при его закрытии последующим слоем;
— исключение непроваров при многослойной сварке и в зонах соединения основного металла с электродным;
— обеспечение качественного товарного внешнего вида шва;
— минимизация потерь электродного металла и энергетических затрат при сварке;
— не всегда требуется очистка электродной проволоки и свариваемого материала.
Все приведенные требования необходимо реализовать с минимальными затратами на оборудование при его простоте и надежности. Кроме того, немаловажным обстоятельством является возможность быстрого воспроизводства процесса сварки алюминия и его сплавов на широко применяемых в промышленности полуавтоматах для сварки сталей в углекислом газе.
Следует отметить наиболее эффективные методики оценки результатов, получаемых при механизированной сварке алюминия и его сплавов при различных способах подачи электродной проволоки:
— экспертная оценка устойчивого горения дуги и внешнего вида сварного соединения при сварке в различных пространственных положениях и разных условиях;
— металлографические исследования металла шва и ОШЗ;
— механические испытания образцов (при сварке алюминиевых конструкций из сплавов алюминия);
— электрические испытания образцов (при сварке алюминиевых контактных соединений, шинопроводов и др.).
Результаты опытнопромышленной проверки и использования полуавтомата для сварки алюминия и его сплавов, разработанного на основе базовой модели ПШ 107 В
Разработанная модель полуавтомата ПШ 107 ВА для сварки и наплавки алюминия и его сплавов с широким диапазоном типов и диаметров проволок и использованием новых разработок ряда основных узлов системы подачи проходила проверку в лабораториях ИЭС им. Е. О. Патона и в производственных условиях. При определении технических и технологических возможностей новой модели полуавтомата для сварки и наплавки алюминия и его сплавов учитывали возможности базовой модели ПШ 107 В. Выявляли необходимость введения в транзисторный электропривод обратных связей по дуговому процессу (току и напряжению) в сочетании с постоянно действующей обратной связью по частоте вращения вала электродвигателя механизма подачи. Установили, что при введении отрицательной обратной связи по напряжению дугового процесса положительного эффекта не наблюдается. Введение отрицательной обратной связи по току дугового процесса, особенно при использовании проволок диаметрами 2,0 мм и более, дает заметный эффект, проявляющийся, в частности, в более устойчивом течении процесса и формировании сварного шва. Очевидно, что применение быстродействующего транзисторного электропривода с малоинерционным электродвигателем ДПУ87-75 базового полуавтомата ПШ 107 В, а также коротких шланговых держателей пистолетного типа и разработанных роликовых движителей в системе подачи позволяет отрабатывать возмущения различного происхождения по току дугового процесса, стабилизируя его.
Измерения скорости подачи проволоки из сплавов алюминия, проведенные по методике работы на специально доработанном для этой цели новом шланговом держателе пистолетного типа, не выявили отклонений от заданного значения (±2—3 %) даже при дополнительных изгибах направляющего канала (при экспериментах формировали одно кольцо диаметром 400 мм).
Новые полуавтоматы для сварки с регулируемой импульсной подачей алюминиевой электродной проволоки проходили опытно-промышленную проверку на двух предприятиях Украины: Рудоремонтном заводе в г. Антрацит Луганской обл. и на предприятии ОАО "Укрграфит" в Запорожье. В первом случае сваривали корпуса радиаторов толщиной 4,0—6,0 мм проволокой Св-АК диаметром 1,2—1,4 мм. При этом применяли источник питания дуги ВДУ 506. Качество выполненных работ и надежность работы полуавтомата ПШ 107 ВА подтверждена соответствующими заключениями о выполненных договорных работах.

Рис. 1. Фрагмент углового шва при сварке мощных шинопроводов полуавтоматом ПШ 107 ВА: 1—3 — сварные слои
При внедрении полуавтоматов ПШ 107 В в ОАО "Укрграфит" задачи были более сложными. Сварочные работы выполняли специалисты АО "Термобр" на печах графитации. На предприятии выполняется большой объем работ по сварке участков алюминиевых шинопроводов сечением 20 х 350 мм и 29 х 250 мм, а также по приварке электроконтактных переходов, когда алюминиевые прутки диаметром 8,0 мм припаривают к шинопроводам. Тяжелые условия эксплуатации оборудования (запыленные электропроводные среды, резкие перепады температур и др.) носят постоянный характер, что связано с заменой медных шин на алюминиевые, а также регулярными периодами замены участков шинопроводов после их эксплуатации в условиях агрессивных сред. До внедрения нового оборудования сварку шин вели угольным электродом, а сварку электроконтактных переходов — полуавтоматом ПРМ-4. Сварка угольным электродом практически проводилась только в стационарных условиях и, что наиболее важно, участки шинопроводов, сваренные этим способом, имеют повышенное электрическое сопротивление, приводящее к существенным потерям электроэнергии. Полуавтоматы ПРМ-4 по своим техническим характеристикам малопроизводительны и недостаточно надежны для условий эксплуатации в цехах графитации. Новые полуавтоматы ПШ 107 ВА применяли и для сварки стыковых швов шинопроводов (проволока Св-А5 диаметром 2,5 мм, ток 300—350 А) (рис. 1), а также для приварки электроконтактных переходов (проволока Св-А5 диаметром 1,6 мм, ток 200—280 А) (рис. 2). На рис. 1, видно, что сварка производится в три слоя, поскольку толщина шинопровода составляет 40 мм.

Рис. 2. Сварка алюминиевых электроконтактных переходов полуавтоматом ПШ 107 ВА
Специалисты предприятий отмечают высокую производительность, надежность и мобильность (сварка в период монтажа графитной печи перед ее загрузкой) нового оборудования для механизированной сварки и наплавки алюминия и его сплавов.
В настоящее время полуавтоматы ПШ 107 ВА успешно эксплуатируются уже как постоянное оборудование на предприятиях ОАО "Укрграфит" (Украина), титано-магниевом комбинате "АВИСМА" (Россия) и др.

Рис. 3. Полуавтомат с импульсной подачей: 1 — механизм с регулируемым КВП; 2 — подающий ролик увеличенного диаметра; 3 — двухроликовый прижимной механизм
Следует отметить, что имеется большой круг задач, где использование сварки с регулируемой импульсной подачей электродной проволоки не всегда позволяет получить необходимый результат. Так, например, при сварке шинопроводов необходимо получить контактное соединение с минимальными потерями электроэнергии. Качество металла сварного соединения при этом по крайней мере не должно уступать качеству основного металла. То же относится и к шинопроводам мощных электролизных производств предприятий цветной металлургии при получении первичного алюминия и магния, где потери электроэнергии в контактных соединениях, в том числе и сварных, столь велики, что зачастую ставят производство на грань рентабельности. В таких случаях одним из наиболее рациональных способов сварки остается импульсно- дуговая сварка алюминия с применением специальных импульсных источников питания.
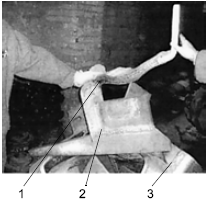
Рис. 4. Конструкция узла шинопровода, сваренная полуавтоматом ПШ 107 ВА с импульсной подачей: 1 — сварка гибкой связи; 2 — угловые швы; 3 — стыковой шов
Для выполнения комплекса работ по сварке элементов шино проводов применяли модернизированные полуавтоматы ПШ 107 ВА с импульсной подачей (рис. 3). При сварке алюминиевых шинопроводов выполняют сварку толсто- и тонколистовых элементов (гибкие связи), сварку в нижнем и вертикальном положениях. Один из узлов мощного шинопровода с токовой нагрузкой порядка 10 кА, предназначенный для установки на предприятии "АВИСМА", приведен на рис. 4. Следует отметить, что каждый раз при очередном ремонте только одного электролизера десятки таких узлов требуют замены, так как при демонтаже часть узлов разрушается. Применение механизированной дуговой сварки при сборке узлов шинопроводов позволило несколько изменить саму конструкцию шинопровода, отказавшись при этом от сварки угольным электродом, при которой электрические свойства сварного шва оказываются наихудшими. Сварку выполняли проволоками Св-А5 и Св-АК5 диаметром 1,2 и 1,6 мм. Параметры импульсной подачи выбирали исходя из результатов исследований данной работы, а также с учетом данных работ. Контрольную сварку проводили также полуавтоматом ПШ 107 ВА, но без импульсной подачи проволоки. Оба способа сварки проверяли при выполнении вертикальных швов. По результатам опроса опытных сварщиков можно сделать заключение, что применение импульсной подачи положительно действует на процесс, стабилизируя его. При этом отмечается легкое возбуждение дуги, хорошее формирование шва, отсутствие потеков расплавленного металла, которое обычно наблюдается при стандартной механизированной сварке.
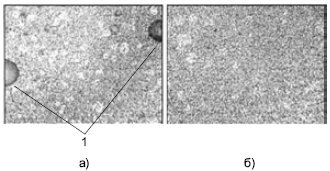
Рис. 5. Микрошлифы швов, полученных при сварке током 140—160 А обычным полуавтоматом (а) и с импульсной подачей проволоки (б): 1 — включения в сварном шве
Электрическое сопротивление сварного узла шинопровода определяли по следующей методике. Специально сконструированными щупами, обеспечивающими гарантированное одинаковое усилие прижима контакта, из меряли падение напряжения на выбранном участке сварки для ряда значений тока (например, 100, 200 и 300 А). Затем вычисляли значения сопротивления сварного узла и усредняли их. Можно отметить, что во всех сравнительных замерах электрическое сопротивление узла, сваренного с применением импульсной подачи, неизменно на 3—5 % меньше электрического сопротивления узла при стандартной сварке.
При тех значениях токов, которые применяются при электролизе магния (225 кА), снижение затрат электроэнергии только за счет качественного выполнения контактного соединения в общей структуре затрат является ощутимой экономией.
На рис. 5 приведены характерные микрошлифы металла сварного шва в центральной его части, выполненные обычным полуавтоматом ПШ 107 ВА и таким же полуавтоматом, но с импульсным механизмом подачи проволоки на основе квазиволновой передачи (КВП). Параметры импульсной подачи проволоки Св-А5 диаметром 1,2 мм: шаг подачи 1,6 мм; частота импульсов 48—50 Гц. Форма импульсов близка к синусоидальной, а ускорение расплавленной капли электродного металла (расчетное) в пределах 40—50 м/с2. Видно, что при сварке с обычной подачей полученное сварное соединение имеет достаточно большое число неметаллических включений (в основном остатки оксидной пленки и пузырьки газов, поры, в том числе и как результат некачественно подготовленных поверхностей электродной проволоки и изделия, а также из-за проблем с защитной средой). Сварной шов в этом случае недостаточно плотный. Шов, полученный с применением импульсной подачи, существенно более плотный, так как практически лишен неметаллических включений. Этот эффект обусловлен более интенсивным перемешиванием жидкого металла ванны, дегазацией металла шва и всплыванием на поверхность неметаллических включений, что и отражается на электропроводных свойствах сварного контактного соединения.
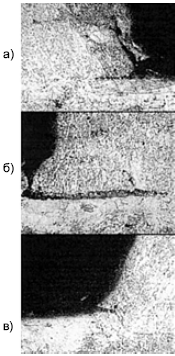
Рис. 6. Микрошлифы начальных участков швов, полученных при сварке угольным электродом (а), обычным полуавтоматом (б) и с импульсной подачей проволоки (в)
Другой причиной повышения электропроводных свойств сварного электроконтактного соединения из алюминия является выявленное авторами различие в начальных фазах сплавления основного и электродного металлов при разных способах сварки. Это различие иллюстрирует рис. 6. Видно, что наилучшее сплавление происходит при сварке с импульсной подачей, что обусловлено лучшими условиями удаления в процессе сварки оксидных пленок, которые неизбежно присутствуют на свариваемом металле и являются причиной частичного несплавления.
ВЫВОДЫ
1. Применение новых регулируемых механизмов импульсной подачи электродной проволоки при дуговой механизированной сварке сплавов алюминия позволило существенно улучшить формирование металла шва и его структуру и снизить потери электродного металла.
2. Улучшение электропроводных свойств алюминиевого сварного соединения при механизированной сварке может быть достигнуто в том числе и при использовании импульсной подачи электродной проволоки с управляемыми параметрами. При этом обеспечивается качественное выполнение сварного соединения, влияющее на электротехнические свойства токоведущих шин.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.