Технология: | Нанесение покрытий
Порошковые материалы для плазменного напыления покрытий
Темы: Плазменное напыление.
Основным материалом, применяемым для упрочнения и восстановления рабочей поверхности деталей изделий методом плазменного напыления, является порошок. Применяют порошковые материалы как однородные (металлы, сплавы, оксиды, бескислородные тугоплавкие соединения), так и сложной структуры (механические смеси, композиционные порошки, в том числе вступающие при нагревании в экзотермические реакции с выделением тепловой энергии) (табл. 1).
Другие страницы по темам
Порошковые материалы
, плазменное напыление покрытий:
Таблица 1. Состав порошковых материалов.
| Композиционные экзотермические порошки | Состав |
| Интерметаллические | (Ni)—(Al); (Ni)—(Ti); (Co)—(Al); (NiCr)—(Al) и др. |
| Керамические | (Al)—(NiO); (Al)—(MoO3); (Al)—(WO3) и др. |
Для напыления покрытий плазменным способом применяют порошки преимущественно грануляции 0,04—0,10 мм. За пределами этого диапазона грануляции процесс плазменного напыления не эффективен, поскольку частицы малого размера (менее 0,04 мм) испаряются, а частицы размера более 0,10 мм не расплавляются (частичное их оплавление не позволяет получить качественное покрытие).
Основные конструкции композиционных порошков приведены на рис. 1.
На рис.2 приведен тепловой эффект композиционных порошков от реакции синтеза.
Адиабатическое возрастание температуры напыляемых частиц порошка за счет экзотермической реакции синтеза образующихся соединений находится в соответствии с уравнением:
ΔTад = Qэ/Ср, (5)
где Qэ, Ср — соответственно тепловой эффект взаимодействия компонентов в частице порошка и теплоемкость.
Для начала экзотермической реакции необходимо частицу нагреть до определенной температуры, в зависимости от реагирующих систем до 600—1300 °C.

Рисунок 1. Схемы конструкций порошковых композиционных частиц (П — плакирование; 2ГДК, 3ГДК — двух- и трехкомпонентное гетеродисперсное конгломерирование, 2ГМК — двухкомпонентное гомодисперсное конгломерирование): 1, 3, 5, 7 — плакированные; 2, 8, 9 — конгломерированные; 4, 6, 10—15 — смешанные структуры.
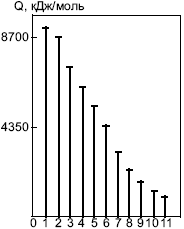
Рисунок 2. Тепловой эффект pеакции синтеза: 1 — V2O2 + Аl; 2 — NiAl + O2; 3 — Al + O2; 4 — CuO + Al; 5 — CoO + Al; 6 — NiO + Al; 7 — WO3 + Al; 8 — Cr3O2 + Al; 9 — 3Ni + Al; 10 — Ni + Al; 11 — ZrO2 + Al.

Рис. 3. Схема смещения потока частиц порошка при максимальном расходе транспортирующего газа Gт.г.
Параметры порошкового материала.
Параметры порошкового материала обусловлены как физико-химическими свойствами самого материала порошка, так и влиянием внешних факторов, в том числе транспортирующего, плазмообразующего газов и др.
Порошковые материалы имеют следующие основные параметры:
- плотность материала, кг/м3;
- скорость движения частиц в транспортирующем канале (близка к скорости газа) 2,0—4,5 м/с;
- глубина проникновения частиц порошка в плазменную струю (рис. 3);
- массовый расход порошкового материала 0,25—2,00 г/с, большое количество порошка, подаваемого в плазменную струю, охлаждает ее и снижает эффективность процесса;
- физические свойства транспортирующего порошок газа (вязкость и др.);
- оптимальный расход транспортирующего порошок газа (около 10 % расхода плазмообразующего газа) — при увеличении расхода транспортирующего газа резко снижаются температура, скорость и коэффициент использования порошка (КИП), происходит смещение частиц от оси плазменной струи (см. рис. 3);
- скорость испарения, сублимации и диссоциации порошкового материала, %;
- плотность потока напыляемых частиц по объему;
- скорость движения частиц порошка в плазменной струе 100—500 м/с — при формировании покрытия из расплавленных частиц порошка скорость движения частиц снижается до 200—300 м/с;
- пятно напыления (для отсекания периферийных потоков частиц порошка целесообразно отсекать их экраном);
- суммарная плотность частиц (пористость) по пятну напыления 103—105 частиц/(см2•с), на рис. 4 приведены схематические зависимости параметров процесса от диаметра частиц порошка;
- средняя доля напыляемых частиц порошка в потоке плазменной струи (0,3—7,0)10–4 кг/м3;
- форма и размер частиц;
- текучесть порошка по всему треку передвижения (определяется по ГОСТ 20899—75) (табл. 2);
- коэффициент аккумуляции теплоты порошкового материала (частиц)
 , (6)
, (6)
где с, ρ, λ — теплоемкость, плотность и теплопроводность порошкового материала соответственно;
- максимально допустимый диаметр частиц порошкового материала
![]() , (7)
, (7)
где а — коэффициент температуропроводности материала; τн — время нагрева частицы.
Таблица 2.
| Химический состав порошка | Размер частиц порошка, мкм | Текучесть порошка по ГОСТ 20899—75 |
| NiCrBSi | 105 | 16 |
| Mo | 44—74 | 8 |
| W | 44—74 | 8 |
| Примечание. Морфология частиц порошка сферическая. | ||

Рис. 4. Зависимость параметров плазменного напыления: скорости vч и температуры tч частиц (а), КИП, производительности и пористости покрытия П (б), мощности дуги NA (в) от диаметра dп частиц порошка.
Энергетическое состояние частиц порошка в плазменной струе находится в сложной зависимости от большого числа параметров. С одной стороны, это теплофизические свойства материала порошка: плотность, теплоемкость, теплопроводность, теплота плавления, размеры и форма частиц и другие свойства, с другой — это характеристики плазменной струи: скорость и температура, вязкость, теплопроводность и теплосодержание, степень диссоциации и ионизации молекул/атомов газа.
Оптимизировать указанные параметры в конкретном технологическом процессе плазменного напыления при упрочнении и восстановлении рабочей поверхности деталей изделий — задача весьма сложная.
Минимальная длина траектории одиночной сферической частицы порошка при движении ее в плазменной струе от среза сопла плазмотрона до напыляемой поверхности детали (за время полета частица расплавится) определяется из соотношения
![]() , (8)
, (8)
Здесь С — комплекс параметров, определяющих способность плазменной струи нагревать порошок, является энергетической характеристикой процесса:
 , (9)
, (9)
где Тг, λг, Gг, Xi, μг, Re — температура, теплопроводность, расход, степень диссоциации, степень ионизации, динамическая вязкость газа, критерий Рейнольдса соответственно; Е — комплекс параметров, определяющих теплофизические свойства порошка и равный

(ρч — плотность материала порошка, iпл — весовая удельная энтальпия расплава при температуре плавления частицы, Nu — критерий Нуссельта, Rc — радиус сопла анода плазмотрона).
Суммарный параметр трудности плавления порошка определяют из соотношения
![]() , (10)
, (10)
где Qэкз — удельный весовой экзотермический эффект взаимодействия; nq — степень использования экзотермического эффекта на участке нагрева материала до его расплавления; Bi — критерий Био.
Параметр трудности плавления в первом приближении выражает отношение количества теплоты, необходимой для расплавления единицы объема частицы ко времени пребывания ее в зоне нагрева.
Непрерывный процесс совершенствования технологии плазменного напыления покрытий выявляет все больше параметров, в том числе касающихся материала покрытия.
Современная порошковая металлургия производит большое количество разнообразных материалов, при этом разрабатываются новые композиты, что является значительным резервом для получения плазменных покрытий в широком диапазоне специальных функциональных свойств рабочей поверхности деталей изделий.
Оборудование для подготовки порошковых материалов для плазменного покрытия.
Порошок в состоянии поставки от предприятия-изготовителя необходимо перед плазменным напылением подвергнуть специальной подготовке:
- просушке в соответствии с требованием технологической инструкции, для этого применяют муфельные печи, сушильные шкафы и др., что обусловлено в основном физическими свойствами материала порошков;
- просеву порошка с целью выделения необходимой для технологического процесса грануляции порошка, обычно 0,04—0,10 мм, для чего применяют вибросито, например мод. 029 с набором стандартных сит.
Еше страницы по темам Порошковые материалы, плазменное напыление покрытий:
- Методы нанесения покрытий
- Плазменно-дуговое напыление
- Газопламенное напыление
- Ионно-плазменное нанесение покрытий
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.